機械加工
円筒研削加工
-
加工物に回転運動を与え、砥石に回転研削及び送り運動を行わせて円筒形加工物の外周の研削仕上げを行います。
長い加工物を研削する場合は、加工物または砥石を左右に往復運動させて行います。
これをトラバース加工といい、砥石が加工物の端にくるごとに切り込みを与えます。
これに対し、砥石をその軸に直角の方向に切り込んでいく方法をプランジ加工といい、加工部分の幅が砥石の幅よりも狭い場合や段付き軸などの加工にこの方法が採用されています。 
内面研削加工
-
穴の内面の研削仕上げを行うもので、各種の機械部品や精密部品の最終仕上げ工程に使用されます。
このため精密寸法を正確に実現できること、穴にテーパがつかないこと、均一でかつ良好な仕上げ面が得られること、などの条件が要求されます。
したがって、機械の剛性、静的動的精度、研削加工条件、砥石の性状、研削液などの諸条件を最適に選ぶ必要があります。 
ロータリー研削加工
-
ロータリー研磨加工(回転テーブル研削盤)とは、回転するテーブルにワークをセットする平面研削盤のことです。
砥石軸が水平の横軸型と垂直の立軸型がありますが、写真は立軸型であり、砥石が加工物と面接触するため、研削率を大きくすることができ、概して粗研削作業に適しています。 
歯車研削加工
-
歯車研削盤に対するニーズは、高精度化をはじめ、高能率化、操作の容易化など、JIS0級~JIS2級の加工精度が得られ、高速研削、自動化など高能率加工が可能で、歯形、歯筋の修正、精度維持および管理が容易なことなどがあげられます。
写真は、そのニーズに応えた能率よく高精度に歯底も含めて研削することができる最近の歯車研削加工として注目されています。 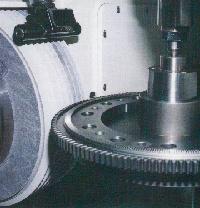
特殊成形研削加工
-
成形研削は、その加工メカニズムから大きく2つに分かれます。
1つは、砥石を目的の形状に総形成形し工作物に転写する研削法。
もう1つは、一定形状の砥石を目的の形状に追従移動させて形状を創成するコンタリングと呼ばれている研削法です。
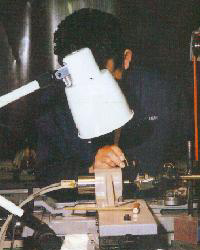
写真は、砥石の位置合わせや砥石先端Rの磨耗状態の確認と修正、これらをオプチドレス(顕微鏡)で拡大しながら成形加工しているところです。 
細穴内面研削加工
-
写真は、内径0.5mmまでの細穴を高速12万回転(通常4~6万回転)で内面研削し5/1000mmの精度で仕上げているところです。
内径が細く、高速回転を与えなければ研削できないため、研削作業はもとより高速回転を一定に保つことも一般の研削作業に比して困難であり砥石軸の選定を含めて加工技術が問われる加工です。